Smooth travel, long life
The proper use of internal cushions and external shock absorbers is crucial for maximum actuator life.
 |
| Rod-less cylinders operate within their own length and can have high load and moment capacities.
|
Pneumatic band-type cylinders have been proven industry workhorses since they were first introduced by in 1985. It is unusual for an actuator to fail prematurely, particularly after it is properly installed and running.
Nonetheless, a plastic-container manufacturer using internal-bearing-style band cylinders was experiencing intermittent failures. The cylinder moved a flying-knife assembly across a section of plastic film as rolls were released from extruding machinery. The 10-lb flying-knife assembly moved the actuator’s full 101-in. stroke in 1.5 seconds, every 45 minutes. Flow controls were used with an air pressure of 40 psi. Most cylinders failed within the first 100 strokes, while others would run up to six months before needing replacement.
Engineers analyzed one particular cylinder that had been running for two weeks when erratic behavior became noticeable. Inspection showed that damaged seals rendered the actuator’s internal cushions inoperable. Removing the head from the actuator also revealed that the sealing band was bent and “cupped,” a sign that inertia spikes were causing the damage.
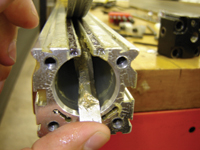 |
| Exceeding the capacity of an actuator’s internal cushions can damage cushion seals and sealing bands.
|
To explain why, it helps to define how internal cushions work.
A cushion slows the cylinder’s load at the end-of-stroke to avoid impacts that damage the seals, bearings, bands, and head. Air cushions operate by trapping air at the end of the actuator stroke, when the cushion spear engages the cushion seal. Inertia of the load compresses the trapped air, and the cushion’s needle valve controls the rate at which it exhausts. The cushion needle should be adjusted when the actuator is installed (easily done with a screw driver). It cannot be properly preset at the factory because the amount of cushioning required depends on the application. Cushions should be adjusted so the load comes to a gradual and smooth stop at the end of stroke, with no “bouncing” motion. Periodic readjustments may be necessary during the life of an actuator.
In this installation, several factors led to failure. Although flow controls were used, no initial adjustments were made to the cylinder’s internal cushions at the time of installation. As a result, excessive pressure built up at the end-of-stroke because the cushion needle was not allowing air to exhaust. Pressure spikes resulted, damaging the seals and band. Once this occurs, the cushion becomes inoperable and air leaks from the sealing band.
Technicians also discovered that the final load velocity in this application far exceeded the capacity of the actuator’s internal cushions. When load inertia is beyond the capability of the cushion, the resulting damage to the actuator is the same. Pressure increases at end-of-stroke and causes the same deformation to the band, breaking the seal and rendering the cushion inoperable.
 |
| Cushion performance charts aid in sizing band cylinders.
|
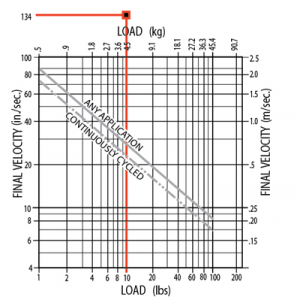
The accompanying chart from the product catalog shows final velocity versus load capacity of the actuator’s internal cushions. If final velocity versus load exceeds these rated values, the actuator requires external shock absorbers.
Here, the flying cutoff moves 10 lb over a 101 in. distance in 1.5 sec. To use the chart, first determine average velocity:
Va = 101 in./1.5 sec = 67.3 in./sec.
The rule of thumb is that final velocity is about twice the average velocity:
Vf = 67.3 2 = 134.6 in./sec.
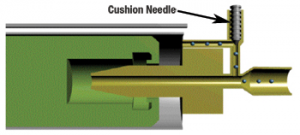 |
| Air cushions trap air at the end of stroke, and the needle valve controls the rate at which it exhausts.
|
As shown in the graph, 134 in./sec is off the chart, and this rod-less cylinder requires external shock absorbers to properly stop the load. We recommend when a band cylinder needs external shock absorbers, remove the internal cushions and align the shock with the center of gravity of the load. Proper shock alignment eliminates additional moment loads which could damage the actuator’s bearing structures.
Once shocks were installed properly in this application, damage to the actuator was eliminated and the product performed flawlessly.
When designing with pneumatic actuators, don’t forget to factor in how fast the load really ends up moving (final velocity). And make sure to specify the right components – whether the actuator’s internal cushions or external shock absorbers – to stop the load within rated design parameters.
For additional information, contact Seal & Cylinder Source, Inc. at [email protected]
Advertisement:

More Than Seal & Cylinders………Solutions!
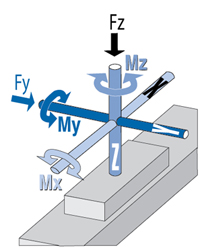
Tips for maximizing band cylinder life Four factors affect the life of a band cylinder: load, speed, environment, and deceleration. The following tips will help you select the appropriate band cylinder for a specific application’s loads and speeds, as well as maximize cylinder life.
1. Keep the load factor less than 1. Applications with multiple loads put additional stress on a band cylinder’s bearing system. It is important to account for all these loads to ensure the bearings are not overloaded. Both static and dynamic loads need to be addressed. Calculate the load factor from: LF = Mx/Mxmax + My/Mymax + Mz/Mzmax + Fy/Fymax+ Fz/Fzmax ≤ 1 2. Reduce speeds. High speeds and cycle rates stress the band cylinder’s guidance system more than slower applications. Limiting speeds will optimize the life of the actuator. 3. Keep contamination off the band and moving surfaces. Contamination decreases band-cylinder service life. Improve life by orienting the band and bearing system 180° from the contamination source. For instance, if solid particulates are falling on the actuator, try to mount the band cylinder face down, so the band and bearing system are shielded from particulates. 4. Decelerate with shock absorbers. Particularly with heavy loads and high speeds, shock absorbers provide the most controlled and reliable deceleration at the end of stroke. Stopping in a controlled fashion significantly decreases inertia loads on the carrier bearings, extending cylinder life. The best location for shock absorbers is at the center of gravity of the load. |