How to Maximize Hydraulic Cylinder Service Life
-

More Than Seal & Cylinders………Solutions!
As a product group, cylinders are as common as pumps and motors combined. Therefore, if a plant operates a lot of hydraulic equipment, cylinder repair expense is likely a significant portion of total maintenance costs.
It is often stated that up to 25 percent of mechanical equipment failures are design related. With regards to hydraulic cylinders, this suggests as many as one in four are not adequately designed for the application they are operating in. This doesn’t mean the cylinder won’t perform the required job asked of it, it will – but not with an acceptable service life. If a particular cylinder requires frequent repair, one or more of the following design-related problems need to be addressed.
Bent Rods The bending of cylinder rods can be caused by insufficient rod diameter, material strength, improper cylinder mounting arrangement or a combination of all three. Once the rod bends, excessive load is placed on the rod seal resulting in premature failure of the seal.
Rod straightness should always be checked when a hydraulic cylinder is being repaired. To test for straightness, place the rod on rollers and measure the run-out with a dial gauge. Position the rod so the distance between the rollers (L) is as large as possible, then measure the run-out at the midpoint between the rollers (L/2).
The rod should be as straight as possible, however a run-out of 0.5 millimeters per linear meter of rod is generally considered acceptable. To calculate maximum, permissible run-out (measured at L/2) use the formula:
Run-out max. (mm) = 0.5 x L ÷ 1,000 Where L equals the distance between rollers in millimeters
For example, if the distance between the rollers is 1.2 meters, then the maximum, allowable run-out measured at L/2 would be given by 0.5 x 1,200 ÷ 1,000 = 0.6mm.
If a rod is bent, actual rod loading should be examined against permissible rod loading based on the cylinder’s mounting arrangement and the tensile strength of the rod material. The formulas and procedure for this are available. If actual rod load exceeds permissible load, then a new rod should be manufactured from higher tensile material and/or the rod diameter increased to prevent the rod from bending in service.
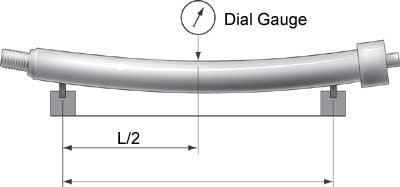 Figure 1. Testing Rod Straightness
Figure 1. Testing Rod StraightnessBallooned Tubes Ballooning of the cylinder tube is typically caused by insufficient wall thickness and/or material strength for the cylinder’s operating pressure. Once the tube balloons, the correct tolerance between the piston seal and tube wall is lost and high-pressure fluid bypasses the seal. This high velocity fluid can erode the seal, and localized heating caused by the pressure drop across the piston reduces seal life.
Testing Tube Integrity The conventional way of testing the integrity of the piston seal in a double-acting cylinder is by pressurizing the cylinder at the end of stroke and measuring any leakage past the seal. This is often referred to as an end- of-stroke bypass test.
A major limitation of the end-of-stroke bypass test is that it generally does not reveal ballooning of the cylinder tube caused by hoop stress as a result of under-designed cylinder wall thickness or reduction of wall thickness through excessive honing. The ideal way to test for ballooning of the cylinder tube is to conduct a piston-seal bypass test midstroke. A disadvantage of this procedure is that the force developed by the cylinder has to be mechanically resisted, which in the case of large-diameter high-pressure cylinders, is impractical.
However, a midstroke bypass test can be conducted hydrostatically using the intensification effect. The necessary circuit is shown in Figure 2.
Pressure Intensification Force produced by a hydraulic cylinder is a product of pressure and area (F = p x A). In a conventional double-acting cylinder, the effective area and therefore force produced by the piston and rod sides of the cylinder are unequal. It follows that if the rod side of the cylinder has half the effective area of the piston side, it will produce half the force of the piston side for the same amount of pressure.
The equation F = p x A can be transposed as p = F/A: that is, pressure equals force divided by area. For the rod side of the cylinder to resist the force developed by the piston side, with only half the area, then the pressure needs to be doubled. This means that if the piston side is pressurized to 3,000 PSI, a pressure of 6,000 PSI will be required on the rod side to produce an equal force, which explains why pressure intensification can occur in a double-acting cylinder.
If for any reason the piston side of a double-acting cylinder is pressurized and at the same time fluid is prevented from escaping from the rod side, pressure will increase in the rod side of the cylinder until the forces become balanced or the cylinder fails catastrophically. Intensification of pressure in a double-acting cylinder is a dangerous phenomenon and the concept must be thoroughly understood when testing hydraulic cylinders using the following procedure:
- Secure the cylinder with its service ports up.
- Fill both sides of the cylinder with clean hydraulic fluid through its service ports.
- Connect ball valves (1) and (2), gauges (3) and (4), relief valve (5) and directional control valve (6) as shown in Figure 2.
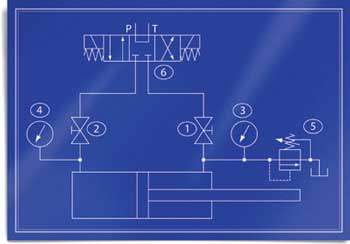 Figure 2. Cylinder Test Circuit
Figure 2. Cylinder Test Circuit - With ball valves (1) and (2) open, stroke the cylinder using the directional control valve (6) multiple times to remove all remaining air from both sides of the cylinder – take care not to “diesel” the cylinder.
- Position the piston rod midstroke and close ball valve (2).
- With the adjustment on the relief valve (5) backed out, direct flow to the rod side of the cylinder.
- Increase the setting of relief valve (5) until the cylinder’s rated pressure is seen on gauge (3).
- Close ball valve (1) and center directional control valve (6). Note: it is assumed that the hydraulic power unit used to conduct the test has its own overpressure protection.
- Record the respective pressure readings on gauges (3) and (4) and monitor any change over time.
If the ratio of effective area between the piston and rod side of the cylinder is 2:1, and if the rod side of the cylinder has been pressurized to 3,000 PSI, gauge (4) on the piston side should read 1,500 PSI. If the differential pressure across the piston seal is not maintained, this indicates a problem with the piston seal and/or tube.
Under no circumstances should flow be directed to the piston side of the cylinder with ball valve (1) closed because failure of the cylinder and personal injury could occur. When conducting this or any other hydrostatic (pressure) test, always wear appropriate personal-protection equipment.
Insufficient Bearing Area If the internal bearing areas in the gland and at the piston are insufficient to carry the torsional load transferred to the cylinder, excessive load is placed on the rod and piston seals. This results in deformation and ultimately premature failure of the seals.
Rod Finish The surface finish of the cylinder rod can have a dramatic effect on the life of the rod seal. If the surface roughness is too low, seal life can be reduced through inadequate lubrication. If the surface roughness is too high, contaminant ingression is increased and an unacceptable level of leakage can occur.
In the context of extending cylinder service life, consider the surface of the cylinder rod as a lubricated wear surface and treat it accordingly. In some applications, the use of an alternative rod surface treatment with mechanical properties superior to conventional hard chrome plating, such as black nitride or high velocity oxygen fuel (HVOF) metal spraying, can increase the service life of the rod and its seals. The installation of a shroud to protect the rod surface and seals from impact damage and contaminants can afford similar life extension benefits.
Repair or Redesign? Not all hydraulic cylinders are made equal. So if a hydraulic cylinder suffers recurring failure, it’s likely that design modifications are required to break the circle of failure and repair.
About the Author: Brendan Casey has more than 16 years experience in the maintenance, repair and overhaul of mobile and industrial hydraulic equipment. For more information on reducing the operating cost and increasing the uptime of your hydraulic equipment
Machinery Lubrication (5/2006)About the AuthorBrendan Casey



