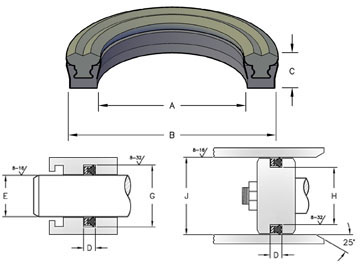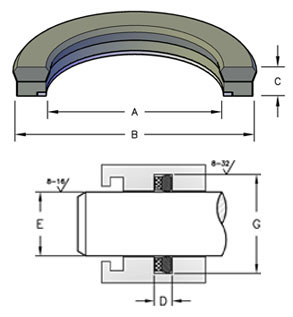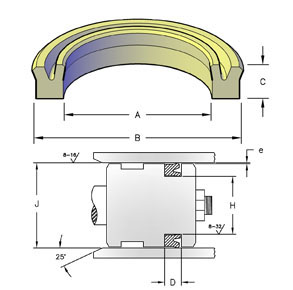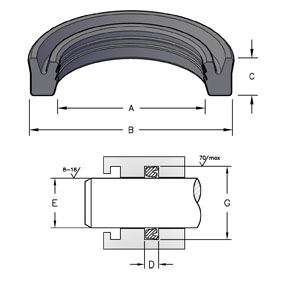
To obtain best results from any style of piston cup, it is recommended that the piston properly support the heel of the cup. Recommended diametral clearance between the piston and cylinder wall are as follows:
1″ to 2-1/4″ .005″
2-1/2″ to 4-3/4″ .008″
5″ to 10″ .010″
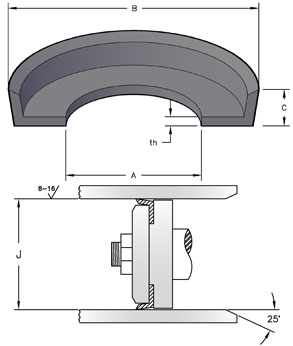
The height of the machined shoulder most frequently used to control squeeze on the heel of the cup is as follows:
Cups 1/8″ thick .116/.119″
Cups 5/32″ thick .146/.149″
Cups 3/16″ thick .178/.181″
The follower plate should be approximately .110″ smaller than the ID of the cup. To reduce any tendency of the cup to extrude under pressure a phonograph finish may be machined on the surface of the follower plate.
NOTE: The 8000 piston cups are center punched.
| SEAL INFORMATION | |
|---|---|
| MATERIAL | 90A URETHANE |
| TEMPERATURE RANGE | -65° to +220° F |
| PRESSURE RANGE | 0 to 1,200 PSI |
| SPEED | 3 FT/SEC |
| PART NUMBER | (Piston Cup Type)(Bore) – (Hole Size) |